

 联系我们
联系我们

具体信号连接见系统构成
ABB机器人码垛生产线主要设备有上袋输送机、倒袋输送机、斜坡输送机、整形机、进袋过渡输送机、进袋输送机以及工业机器人和料袋夹具。物料经包装放到输送机后,通过倒袋、斜坡输送、整形输送到进袋输送机,由工业机器人码垛至指定垛台。整条码垛输送线如图1所示。该系统主要为料袋输送系统和机器人码垛系统两大部分。工业机器人选择ABB的紧凑型4轴机器人IRB460,操作节拍*高可达2190次循环/h,是生产末端码垛作业的理想之选。该机器人到达距离为2.4m,与同类产品相比,占地面积节省20%,运行速度则快了15%。
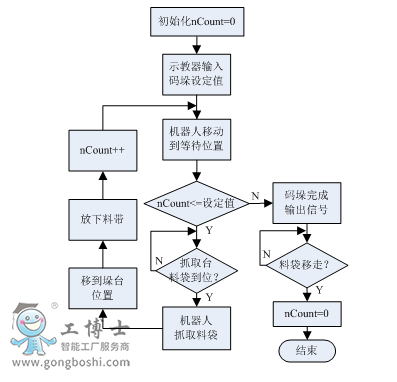
ABB机器人程序的编写软件是RobotStudio,该软件以PC机位运行平台,用户可以在这个虚拟的环境中进行预先想做的编程,进行仿真模拟,待验证之后,再实施到现实环境中,这样可以极大地降低设计风险。此外,ABB机器人程序还可以在示教器中进行。下面介绍整个码垛的程序流程。
机器人抓手等待位置是在抓取点正上方0.5m处,当机器人收到有料袋信号,并且料袋数目nCount小于设定值时,机器人开始执行码垛程序,即将料袋抓起,移动到垛台,放下料袋,返回抓取等待点,料袋数目加1。完成整个垛型后,机器人输出码垛完成信号,等待码垛完的料袋移走,并将料袋数目清零,重新执行码垛过程。
部分程序及整个流程软件编程
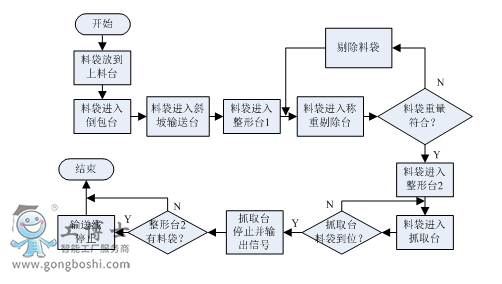
软件主要是西门子S7-200PLC的程序以及HMI的程序。软件部分设计根据具体工艺要求。料袋放入料台后,经过各电机驱动,将料袋输送到抓取台。光电传感器检测到料袋后,抓取台电机停止,将到位信号传送给机器人控制器,等待机器人抓取。当整形台光电传感器检测到料袋后,整个输送线停止。这样为了防止料袋堆积。整个输送线的控制流程图
硬件设计
运送线主要由上袋输送线、倒袋输送线、斜坡输送线、整形输送线、进袋过渡线以及进袋输送线。各个输送线的运行均是由电机传动完成,并装有光电开关,当后面输送线停止且本输送线有料包时,将停止本输送线的运行。由于各个电机功率都比较小(0.55kW、0.75kW),采用接触器直接启动。为了方便以后的扩展,采用西门子200PLC为主控单元,并选用北京昆仑通泰的MCGS触摸屏进行人机界面的设计。
机器人码垛系统设计
码垛料袋及垛型要求
码垛料袋及垛型要求
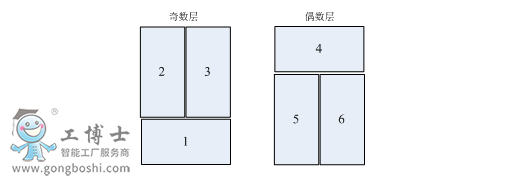
这里使用的料袋尺寸为800×400×150(mm),重量为25kg,使用树脂填充。为了使料袋在托盘上码放稳固,相邻两层料袋要错位排列,排列规律见。图中的数字表示两层米袋的码放顺序。每块托盘上码放料袋的层次可以由人机界面输入。
料袋垛型
码垛夹具及配套设备控制
为实现码垛机器人的功能,还要考虑一个重要的问题,就是机器人怎样抓住一个产品。例如产品是否为表面多孔的基质,内容物为液体的软包装,或者表面不平整的包装等等。根据现场物料特点,直接采用气动抓手。抓手的控制信号主要有抓手的抓取和打开、稳定板的上抬与下压以及抓手气缸的抓到位、开到位信号。
码垛夹具及配套设备控制
为实现码垛机器人的功能,还要考虑一个重要的问题,就是机器人怎样抓住一个产品。例如产品是否为表面多孔的基质,内容物为液体的软包装,或者表面不平整的包装等等。根据现场物料特点,直接采用气动抓手。抓手的控制信号主要有抓手的抓取和打开、稳定板的上抬与下压以及抓手气缸的抓到位、开到位信号。

针对物料码垛搬运情况,设计一种高速料袋码垛生产线来取代人工码垛搬运。此方案能解决公司劳动力不足、提高劳动生产效率、降低生产成本、降低工人劳动强度、改善生产环境。经过现场连续运行的测试,码8层料袋共24包所需时间为1分40秒,即码垛速度超过了800包/小时,码垛的速度和质量是人工码垛方式所望尘莫及的。但仍有很多地方需要改进,夹具的稳定性以及抓手气缸的动作速度对码垛质量和速度影响很大。
了解更多:ABB机器人备件
